Bu erda Xitoy kontrplak ishlab chiqaruvchilari sizga kontrplakni sotib olayotganda, yanada professional, xavfsiz va iqtisodiy tanlov uchun manba ishlab chiqaruvchisini topish muhimligini eslatib turadi.
Kontrplak nima
Kontrplakbutun dunyo bo'ylab turli qurilish loyihalarida qo'llaniladigan eng ko'p qirrali va keng e'tirof etilgan muhandislik yog'ochga asoslangan panel mahsulotlaridan biridir. U panellarda sotiladigan kompozit materialni hosil qilish uchun qatronlar va yog'och qoplama plitalarini bog'lash orqali yaratilgan. Odatda, kontrplak asosiy qoplamalarga qaraganda yuqori darajadagi yuz qoplamalariga ega. Yadro qatlamlarining asosiy vazifasi egilish kuchlanishlari eng yuqori bo'lgan tashqi qatlamlar orasidagi bo'linishni oshirish va shu bilan bükme kuchlariga qarshilikni oshirishdir. Bu kontrplakni kuch va moslashuvchanlikni talab qiladigan ilovalar uchun ajoyib tanlov qiladi.

Ishlab chiqarish jarayonlari bilan tanishtirish
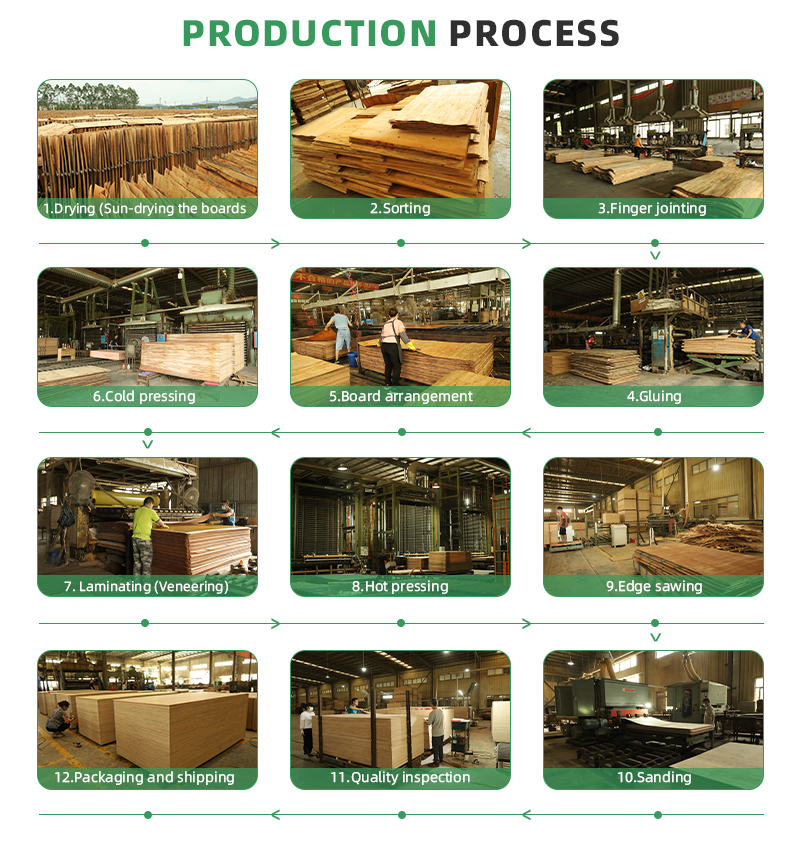
Odatda ko'p qatlamli taxta, shponli taxta yoki yadro taxtasi sifatida tanilgan kontrplak log segmentlaridan shponlarni kesib, so'ngra ularni uchta yoki undan ko'p (toq sonli) taxta qatlamiga yopishtirish va issiq presslash orqali tayyorlanadi. Kontrplak ishlab chiqarish jarayoni quyidagilarni o'z ichiga oladi:
Jurnalni kesish, tozalash va kesish; Avtomatik quritish; To'liq yopishtirish; Yelimlash va ignabargli yig'ish; Sovuq presslash va ta'mirlash; Issiq presslash va quritish; Arralash, qirib tashlash va silliqlash; Uch marta presslash, uch marta ta'mirlash, uch marta arralash va uch marta silliqlash; To'ldirish; Tayyor mahsulotni tekshirish; Qadoqlash va saqlash; Transport
Jurnalni kesish va tozalash
Peeling kontrplak ishlab chiqarish jarayonidagi eng muhim bo'g'indir va tozalangan shponning sifati tayyor kontrplakning sifatiga bevosita ta'sir qiladi. Evkalipt va har xil qarag'ay kabi diametri 7 sm dan ortiq bo'lgan loglar kesiladi, tozalanadi va keyin qalinligi 3 mm dan kam bo'lgan qoplamalarga bo'linadi. Peeled shponlar yaxshi qalinlikdagi bir xillikka ega, elim penetratsiyasiga moyil emas va chiroyli radial naqshlarga ega.
Avtomatik quritish
Quritish jarayoni kontrplakning shakli bilan bog'liq. Tozalangan shponlarni namligi kontrplakning ishlab chiqarish talablariga etib borishini ta'minlash uchun o'z vaqtida quritilishi kerak. Avtomatlashtirilgan quritish jarayonidan so'ng, shponlarning namligi 16% dan past darajada nazorat qilinadi, taxtaning deformatsiyasi kichik, deformatsiyalanishi yoki delaminatsiyasi oson emas va qoplamalarni qayta ishlash ko'rsatkichlari juda yaxshi. An'anaviy tabiiy quritish usuli bilan solishtirganda, avtomatik quritish jarayoni ob-havoga ta'sir qilmaydi, quritish vaqti qisqa, kunlik quritish quvvati kuchli, quritish samaradorligi yuqori, tezligi tezroq va ta'sir yaxshiroq.
-Drying-Sun-drying-the-boards.jpg)
To'liq yopishtirish, yopishtirish va ignabargli yig'ish
Birlashma usuli va ishlatiladigan yopishtiruvchi kontrplak plitasining barqarorligi va ekologik tozaligini aniqlaydi, bu ham iste'molchilarni eng ko'p tashvishga soladigan masala. Sanoatdagi eng so'nggi biriktirish usuli - bu to'liq qo'shish usuli va tishli biriktirish tuzilishi. Quritilgan va tozalangan qoplamalar shponlarning yaxshi elastikligi va qattiqligini ta'minlash uchun butun katta taxtaga birlashtiriladi. Yelimlash jarayonidan so'ng, shponlar ignabargli shakl hosil qilish uchun yog'och don yo'nalishi bo'yicha o'zaro faoliyat shaklda joylashtiriladi.

Sovuq presslash va ta'mirlash
Sovuq presslash, shuningdek, oldindan bosish sifatida ham tanilgan, shponlarni asosan bir-biriga yopishib olish uchun ishlatiladi, masalan, ko'chirish va ishlov berish jarayonida shponning siljishi va yadro taxtasining yig'ilishi kabi nuqsonlarning oldini oladi, shu bilan birga elimning suyuqligini oshiradi. qoplamalar yuzasida yaxshi yopishtiruvchi plyonka hosil bo'lishi, elim etishmovchiligi va quruq elim fenomenidan qochish. Plitka oldindan presslash mashinasiga o'tkaziladi va 50 daqiqa tez sovuq presslashdan so'ng yadro taxtasi tayyorlanadi.
Kengash ignabargli ta'mirlash issiq presslashdan oldin qo'shimcha jarayondir. Ishchilar uning yuzasi silliq va chiroyli bo'lishini ta'minlash uchun yadro taxtasining sirt qatlamini qatlam bilan ta'mirlaydilar.

Issiq presslash va quritish
Issiq presslash mashinasi kontrplak ishlab chiqarish jarayonida eng muhim uskunalardan biridir. Issiq presslash kontrplakda qabariq paydo bo'lishi va mahalliy delaminatsiya muammolarini samarali ravishda oldini oladi. Issiq presslashdan so'ng, mahsulot strukturasi barqaror bo'lishi, mustahkamligi yuqori bo'lishi va burish deformatsiyasiga yo'l qo'ymaslik uchun igna taxminan 15 daqiqa davomida sovutilishi kerak. Bu jarayonni biz “davolash” davri deb ataymiz.

Arralash, qirib tashlash va silliqlash
Qattiqlashuv davridan keyin ignabargli arralash mashinasiga mos keladigan spetsifikatsiyalar va o'lchamlarga, parallel va toza qilib kesish uchun yuboriladi. Keyinchalik, taxta yuzasining umumiy silliqligini, aniq tuzilishini va yaxshi porlashini ta'minlash uchun taxta yuzasi qirib tashlanadi, quritiladi va silliqlanadi. Hozirgacha fanera ishlab chiqarish jarayonining 14 ta ishlab chiqarish jarayonining birinchi bosqichi yakunlandi.
Uch marta presslash, uch marta ta'mirlash, uch marta arralash va uch marta silliqlash
Yuqori sifatli kontrplak bir nechta nozik polishing jarayonlaridan o'tishi kerak. Birinchi silliqlashdan so'ng, kontrplak ikkinchi qatlam, sovuq presslash, ta'mirlash, issiq presslash, arralash, qirib tashlash, quritish, silliqlash va dog'larni tozalash, ikkinchi bosqichda jami 9 ta jarayondan o'tadi.
Nihoyat, ignabargli yog'och yuzasi, mahogany yuzasi, nozik va chiroyli texnologiya bilan yopishtiriladi va har bir kontrplak uchinchi sovuq presslash, ta'mirlash, issiq presslash, qirib tashlash, silliqlash, arralash va boshqa 9 jarayondan o'tadi. Hammasi bo'lib "uchta presslash, uchta ta'mirlash, uchta arralash, uchta silliqlash" 32 ta ishlab chiqarish jarayoni, tekis, strukturaviy barqaror, oz miqdorda deformatsiyaga ega, chiroyli va bardoshli taxta yuzasi ishlab chiqariladi.

To'ldirish, tayyor mahsulotni saralash
Shakllangan kontrplak oxirgi tekshiruvdan so'ng tekshiriladi va to'ldiriladi va keyin saralanadi. Qalinligi, uzunligi, kengligi, namlik miqdori va sirt sifati va boshqa standartlarni ilmiy sinovdan o'tkazish orqali ishlab chiqarilgan har bir kontrplakning eng yaxshi jismoniy va ishlov berish ko'rsatkichlari bilan malakali va barqaror sifatga ega bo'lishini ta'minlash.

Qadoqlash va saqlash
Tayyor mahsulot tanlab olingandan so'ng, ishchilar quyosh va yomg'irdan saqlanish uchun kontrplakni omborga o'rashadi.

TONGLI yog'och
Kontrplak nima uchun ishlatiladi?
Kontrplak - bu turli sohalarda ishlatiladigan keng tarqalgan taxta turi. Ular toifalarga bo'linadioddiy kontrplakvamaxsus kontrplak.
ning asosiy qo'llanilishimaxsus kontrplakquyidagilar:
1.Birinchi daraja yuqori darajadagi me'moriy bezaklar, o'rta va yuqori darajadagi mebellar va turli xil elektr jihozlari uchun korpuslar uchun javob beradi.
2.Grade ikkinchi mebel, umumiy qurilish, transport vositasi va kema bezaklari uchun javob beradi.
3.Grade uchinchi past darajadagi binolarni ta'mirlash va qadoqlash materiallari uchun javob beradi. Maxsus sinf yuqori darajadagi me'moriy bezaklar, yuqori sifatli mebellar va maxsus talablarga ega bo'lgan boshqa mahsulotlar uchun javob beradi
Oddiy kontrplakishlov berishdan so'ng kontrplakda ko'rinadigan material nuqsonlari va ishlov berish nuqsonlari bo'yicha I, II va III sinflarga bo'linadi.
1.I sinf kontrplak: Ob-havoga chidamli kontrplak, bardoshli va qaynoq yoki bug' bilan ishlov berishga bardosh bera oladi, tashqi makon uchun mos keladi.
2.Class II fanera: Suvga chidamli kontrplak, sovuq suvda namlangan yoki qisqa muddatli issiq suvda namlangan, ammo qaynatish uchun mos kelmaydi.
3.Class III fanera: Namlikka chidamli kontrplak, qisqa muddatli sovuq suvga chidashga qodir, bino ichida foydalanish uchun mos.

Xabar vaqti: 2024 yil 08-iyul






